
DCS机柜内温度高导致交换机故障处理及优化措施
1.事件概括
某燃气-蒸汽联合循环机组采用的是GE公司PG9171E燃气轮机、哈尔滨汽轮机厂的汽轮机、杭州锅炉厂生产的余热锅炉,控制采用Mark VIe控制系统。PG9171E燃气轮机控制柜内多次发生交换机故障现象。
2.原因分析及故障处理
2.1交换机故障报警与处理
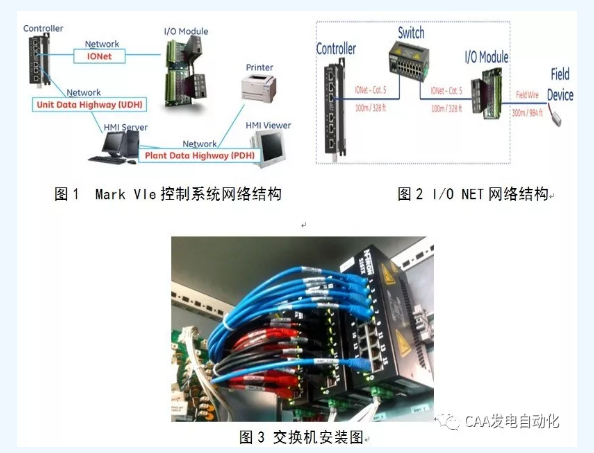
Mark VIe控制系统网络主要分为3层,分别为全厂数据高速网PDH(PLANT DATA HIGHWAY)、单元数据高速网UDH(UNIT DATA HIGHWAY )和IO控制层(I/O NET)。其网络结构和I/O NET网络结构分别见图1和2。本文关注的交换机位于I/O控制层,其作用是在控制器与各种IO卡之间建立数据通讯。交换机位于控制柜右侧上方,3台交换机安装间隔2.5 cm。交换机安装详见图3。
1)I/O模件离线诊断报警
2月25日,A电厂1号机Mark VIe控制系统出现一次多个I/O模件离线的诊断报警信息,1 s后报警复归正常状态;2月28日02:19至12:00之间再次出现多个I/O模件离线诊断报警信息,均在10 s内复归正常。根据报警信息,初步判断Mark VIe柜内交换机存在运行不稳定的故障隐患。
检查报警信息涉及的测点信号,共同点在于均处于S处理器回路,且信号汇总在同一台交换机(SW-2 S)上。通过对回路检查,各I/O卡件供电系统为独立方式,供电电压稳定,网线连接牢靠;各卡件状态指示正常;卡件背板端口接触正常;各卡件汇总的“SW-2 S”交换机工作状态指示正常。模拟测试中,发现当“SW-2S”交换机断电时,报警信息涵括了之前发出的所有诊断报警信息。故判定问题根源在“SW-2S”交换机工作状态不稳定,引起下游设备通讯异常。
2月28日,在1号机盘车停运状态下,执行燃气轮机所有辅机转手动控制及做好防止控制系统重启引起设备误动等安全措施后,对“SW-2S”交换机进行更换。更换该交换机后,系统恢复运行至今未再出现相关诊断报警信息。
2)交换机因表面温度高导致通讯
3月13日,B电厂燃机基本负荷108.2 MW,汽机双压61.3 MW运行正常。19:40:34:656,燃机Mark VIe控制系统发L86GCVST_ALM报警,即燃机控制阀2没有跟随,随后19:40:34:703,主保护回路L4T动作,燃机遮断跳机。
19:55,热控人员到达现场,查看运行趋势,确认燃机遮断出口为L86GCVST。检查发现19:40:29.5,控制器通讯停止,R及T控制器与S交换机通讯丢失;于19:40:41:6报警复归,通讯恢复,即S交换机有重新复位的痕迹。检查发现Mark VIe控制柜内温度较高,故障原因初步判断环境温度高。打开控制柜门,柜内环境温度降低后,S交换机工作正常,R、S和T控制器逐一通讯试验正常,所有卡件无异常。对 2号控制阀整体试验,动作及反馈正常,于20:51汇报调度,故障处理完毕,可以正常启动。此次故障确认系S交换机因表面温度高导致通讯异常,随后系统自动重启。
3.预防及优化措施
为加强对燃气轮机TCC间和交换机的温度控制,燃气轮机MCC间的空调温度应设置在19~21℃ ,并且制定交换机侧面、正面温度巡检记录表,一日两巡,加强燃气轮机重要控制部件的监视和管理。针对2起案例,除了及早采购交换机的备件,制定并实施以下2项措施。
1)交换机安装间距优化
考虑到设备安装方式及运行环境温度因素有密切联系,对原CO2控制柜的导轨进行加工、改良,将交换机的间隔由2.5 cm调整至7.5cm,交换机最高运行温度由原58 ℃下降至52℃。
2)加装控制柜冷却风扇
Mark VIe系统控制柜内原通风冷却方式为底部通过风扇送风,上部热风自然排放,冷却效果不满足柜内设备运行要求;通过在上部热风自然排放口加装39 W抽风风扇,提高通风风量,以增强柜内冷却通风效果。交换机最高运行温度由原52 ℃下降至42 ℃。冷却风扇加装位置详见图4。
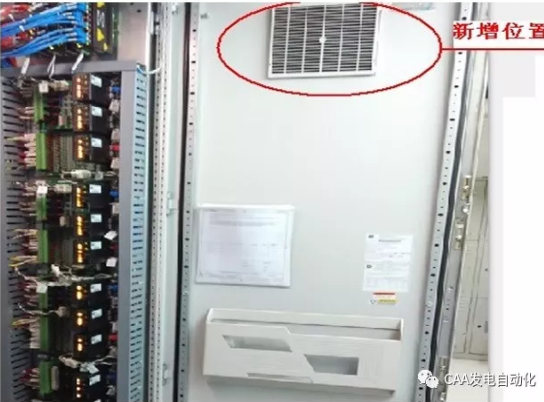
图4 交换机冷却风扇加装位置图

责任编辑:售电小陈
-

重新审视“双循环”下的光伏行业
2020-11-02光伏行业,光伏技术,光伏出口 -

能源转型进程中火电企业的下一程
2020-11-02五大发电,火电,煤电 -

国内最高额定水头抽蓄电站2#引水上斜井滑模混凝土施工顺利完成
2020-10-30抽水蓄能电站,长龙山抽水蓄能电站,水力发电
-
能源转型进程中火电企业的下一程
2020-11-02五大发电,火电,煤电 -

资本市场:深度研究火电行业价值
2020-07-09火电,火电公司,电力行业 -

国家能源局印发2020年能源工作指导意见:从严控制、按需推动煤电项目建设
2020-06-29煤电,能源转型,国家能源局
-

高塔技术助力分散式风电平价上网
2020-10-15分散式风电,风电塔筒,北京国际风能大会 -

创造12项世界第一!世界首个柔性直流电网工程组网成功
2020-06-29 清洁能源,多能互补,风电 -

桂山风电项目部组织集体默哀仪式
2020-04-08桂山风电项目部组织
-
国内最高额定水头抽蓄电站2#引水上斜井滑模混凝土施工顺利完成
2020-10-30抽水蓄能电站,长龙山抽水蓄能电站,水力发电 -
今后秦岭生态环境保护区内不再审批和新建小水电站
2020-06-29小水电,水电站,水电 -

3.2GW!能源局同意确定河北新增三个抽水蓄能电站选点规划
2020-06-29抽水蓄能,抽水蓄能电站,国家能源局
-
重新审视“双循环”下的光伏行业
2020-11-02光伏行业,光伏技术,光伏出口 -

官司缠身、高层动荡、工厂停产 “保壳之王”天龙光电将被ST
2020-09-11天龙光电,光伏设备,光伏企业现状 -

央视财经热评丨光伏发电的平价时代到了吗?
2020-08-24储能,光伏储能,平价上网
