

浅谈基准定位检验法在卸船机后大梁金属结构的实际应用
浅谈基准定位检验法在卸船机后大梁金属结构的实际应用
王晶
(承德石油高等专科学校,河北承德067000)
摘要:本文以“基准定位检验法”为检测手段,简述了其运用原理,并依据此原理对卸船机后大梁金属结构件在现场制作过程中的检测步骤、方法进行了详细的阐述。
关键词:后大梁;基准定位检验法;关键部位;关键尺寸
DOI: 10.16640/j.cnkl.37-1222/t.2018.10.029
卸船机是一种大型整体式焊接金属钢结构件,主要用于港口卸船或发电厂码头船舶的卸煤作业,速度快,效率高,且均为露天作业,其中后大梁是金属结构中比较重要的构件之一,另外,后大梁又是由多个零件焊接而成,因为它制作精度要求高、工艺复杂、质量控制点较多,为了达到与其它构件或设备连接的目的以及使用要求,构件要保证一定的几何尺寸的形状位置精度”。因此,在此类大型结构件的制造过程中,对部位尺寸及质量进行检验就显得尤为重要。文中以“基准定位检验法”为检测手段,对卸船机后大梁的现场检测进行了详细。说明。
1 基准定位检验法检测原理
1.1 确定被检测部件的关键部位
关键部位主要是影响设备的使用、现场安装、安全性能的部位或尺寸。在生产初期,查肴被检验部件的总图或被检验部件的上一级图纸,从图中结构形式和转配关系中确定关键部位。
1.2关键部位的定位及尺寸测量
运用三维坐标按照检测顺序首先确定关键部位在Y轴定位高度方向的关键尺寸,Z轴定位宽度方向的关键尺寸,x轴定位长度方向的关键尺寸。关键部位确定并定位后,参照图纸要求和尺寸进行测量。1/3: -般部位尺寸测量及形状位置偏差的测量
一般尺寸检查包括:腹板宽度、翼板宽度、隔板位置尺寸、筋板位最、筋板尺寸及数量。
形状及位置偏差的测量包括:腹板平面度、腹板垂直度、翼板直线度、翼板焊后平面变形量、构件整体直线度、中心对称、侧弯、上拱、下挠、扭曲等。
1.4外观检查(焊缝外观)
外观检查主要针对焊缝部位,包括焊缝成型、焊缝缺陷及构件表面质量。
2后大梁检验要求
2.1 确定被捡工件的关键部位和关键尺寸
后大梁的关键部位有两处:
(1)前后大梁铰接点(主接头);
(2)后大梁零点位置(拱度零点)。
关键尺寸从图中结构形式和装配关系中可以确定,如:拱度、怒度、直线度、扭曲及主接头区域的各尺寸等。
2.2分析关键部位和关键尺寸的重要性
拱度、翘度、直线度、腹板垂直度、扭曲等是影响结构件质量的基本要求,图纸和文件上均有明确的栎准,制作时必须达到此标准。前后大梁铰接点区域尺寸必须达到图纸要求的有以下几点:
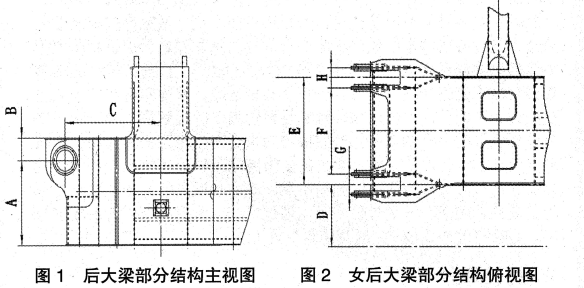
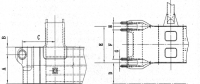
(1)主铰孔中心一大梁上平面尺寸B(附图1)。因为尺寸B是保证前后大梁主小车轨道在主接头处的对接平滑,所以前后大梁主铰孔中心到大梁上平面尺寸必须符合图纸要求。
(2)主铰孔中心一大梁下平面尺寸A(附图1)。因为尺寸A是为了保证司机室轨道安装后在主接头处对接平滑,所以前后大梁主铰、孔中心到大梁下平面尺寸必须一致或符合图纸要求。
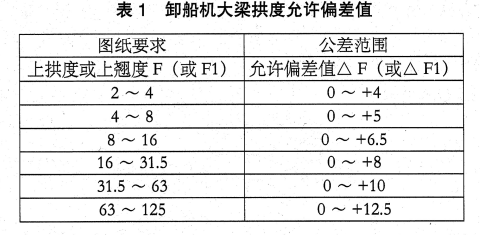
(3)主小车轨道中心一承轨梁中心D(附图2)。为保证中心尺寸D,首先要保证E、F、H、G各宽度尺寸,只有保汪上述宽度尺寸及中心尺寸,才能保证前后大梁对接后的直线度及中心对称度。
2.3关键部位的相关要求
(1)轨道接头处顶面高低差≤0.5mm,侧向左右错位≤0.5mm;
(2)轨道铺设必须平直,轨道在水平面上直线度允许差为:2m长度内△t2≤Imm,10m长度内△tl0≤2.5mm,全长内△t≤lOmm:
(3)同一截面上两侧轨道高低允许偏差△H≤1/1000L,△Hmax≤5mm,小车轨道跨度允许差△L=土3mm;
(4)轨道截面垂直中心线与承轨梁腹板截面垂直中心线允许差△l≤0.48mm,△l(max)≤4mm.
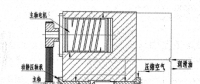
(5)前后大梁在安装小车轨道后,由于焊接轨道压板会使原有拱度发生变化,所以施焊后需对梁的拱度做一次检测,其允许偏差不得超过表1规定。 (遇有特殊要求,需按照图纸要求执行)
3关键尺寸测量方法及注意要点
关键部位、关键点确定并定位后,依据相应的关键部位或关键点参照图纸要求及尺寸进行测量。
3.1 大梁拱度及翘度测量
将后大梁调平以海陆侧门架中心为零点(后大梁与上横梁连接处),用水准仪测出后大梁拱度、翘度(具体要求参照表1),同时测出两个零点间的距离。
在测量时应注意,架设水平仪的位置应避开障碍物H免阻挡检测视线,在测量两个零点距离时应注意弧长和实长的误差,最好选择将被测点实长垂直投影在地面上测量。
3.2大梁腹瓠垂直度测量
使用线坠测量后大梁腹板垂直度,一是特别注意承轨梁与腹板对接处平面度,用线坠测量腹板垂直度时应测量隔板位置。二是要注意架设经纬仪时应尽量靠近承轨梁中心线,遮样可以尽量减少误差而且数据直观便于计算,同时计算好经纬仪的架设高度避免看不精远处的被测量点。
画出承轨梁中心线,使用经纬仪检测后大梁承轨梁直线度(具体要求参照前文3,关键部位的相关要求中第2条的详细内容)。检查排装轨遭时轨道截面垂直中心线对承轨梁腹板垂直中心偏爱廊小于0.48,但最大偏差不大于4mm。 (8-腹板厚度)
3,3承轨梁上平面的水平度和平面度测量
使用水平尺检测承轨梁上甲面的水平痘和甲面度。
(1)根据承轨梁中心线检查主接头铰耳横向尺寸位置及宽度尺寸;
(2)用线坠检查主接头铰耳每块板的垂直度。此处应注意用线坠检查时尽量检测耳板的根部(靠近焊缝处),这样可以减少测量误差
(3)检查主接头孔中心至梁体底面的距离A;
(4)检查主接头孔中心至梁体底面的距离B。
4检查内容
4.1 一般尺寸检查包括
(1)检查腹板尺寸、盖板尺寸、隔板尺寸对角线、连接处是否干涉;
(2)尾部滑轮架尺寸、滑轮架中心对称、钢丝绳缠绕系统支架的位置及尺寸。
4.2形状位置偏差包括
(1)腹板垂直度、平面度、盏板对接焊缝的位履等;
(2)梁体侧弯、梁体扭曲、隔板尺寸及位置、内部加强霹位置及方向等。
4.3焊缝外观检查
(1)焊缝尺寸和外观魇量:要求焊缝平滑,焊纹清晰,无焊瘤,无药渣,无气孔,无裂缝,焊角高及焊喉高均符合标准,焊缝附近无飞溅圆及构件表面质量,焊疤、飞溅、凹坑、电弧擦伤自由边修模、机加工件毛刺倒角等。
(2)焊缝外部质量检测可用肉眼(或用放大镜)及焊缝糟寸进行100%检验,报验前施工人员应将焊缝表面的焊接烙渣菲净。
5结语
以上是卸船机后大梁关键部位分析和检查测量的全过程,运准定位检验法的关键是熟悉图纸,了解结构本身的装配关系,关键部位和关键尺寸进行全方位多角度的分析控制和测量,使耗到关键部位控制严,一般部位不漏检,由重点到一般,层次检查制部位清晰,做到检验记录能够准确可靠的反映出产品的质量状况。
参考文献:
[1]黄淑荣,大型钢结构件制造的质量控制[J]山东煤炭科技,(03):17-18.
[2]周金德,尢型港机设备钢结构件的监造[J]港口装卸,20038-12.
作者简介:王晶(1978-),男。内蒙古呼和浩特人,硕士,讲师,工主要从事焊接结构强度与焊接工艺评定方面的研究。

责任编辑:继电保护









-

云南能源职业技术学院
2018-06-05云南能源职业技术学院 -

中国科学技术大学热科学和能源工程系
-

重庆能源职业学院
2018-06-05重庆能源职业学院
